
3D tlač z kovových materiálov môže byť pre mnohých neznáma oblasť. Týmto článkom sa preto pokúsime ozrejmiť viacero spôsobov výroby 3D tlače kovu, ako aj vysvetliť ich využitie a dostupné materiály.
Aké sú momentálne dostupné technológie pre 3D tlač kovu?
Keďže existuje viacero spôsobov, ako 3D tlačou vyrobiť kovový diel, poďme si vysvetliť dostupné technológie:
1. DMLS/SLM (Direct Metal Laser Sintering / Selective Laser Melting) – technológia spekania kovového prášku laserom,
2. EBM (Electron Beam Melting) – technológia spekania kovového prášku elektrónovým lúčom,
3. DED (Direct Energy Deposition) – fúzia usmernených častíc laserovým alebo elektrónovým lúčom na princípe podobnému CNC zváraniu,
4. BJ (Binder Jetting) – technológia spájania prášku pojivom s následným spekaním,
5. Technológia strateného vosku – 3D tlač voskového modelu a následné výroba formy s liatím,
6. BPE (Bound Powder Extrusion) – Kombinácia FDM (Fused Deposition Modeling), vyplavenia polyméru a spekania.

DMLS/SLM (Direct Metal Laser Sintering / Selective Laser Melting)
Technológia spekania kovového prášku laserom pracuje na spôsobe tavenia jemného kovového prášku zdrojom tepla, ktoré vygeneruje sústredený lúč laseru. Existujú jednolaserové alebo aj viac laserové systémy (párny počet 2, 4) pre zvýšenie produktivity. Jemný kovový prášok je umiestnený v nádobe – hlavnom zásobníku. Celý proces sa realizuje v špeciálnej ochrannej atmosfére (dusík alebo argón), aby bola výroba bezpečná a prášok neexidoval.
Po naskenovaní prierezu jednej vrstvy, prestane laser pôsobiť a hlavný zásobník klesne o výšku jednej vrstvy, ktorá je štandardne 0,05 mm. Potom je doplený do tejto výšky nový prášok z druhého plniaceho zásobníka a rovnomerne nanesený a zhutnený na potrebnú hustotu. Potom sa celý proces opakuje až do vytlačenia dielu(ov) do požadovanej výšky.
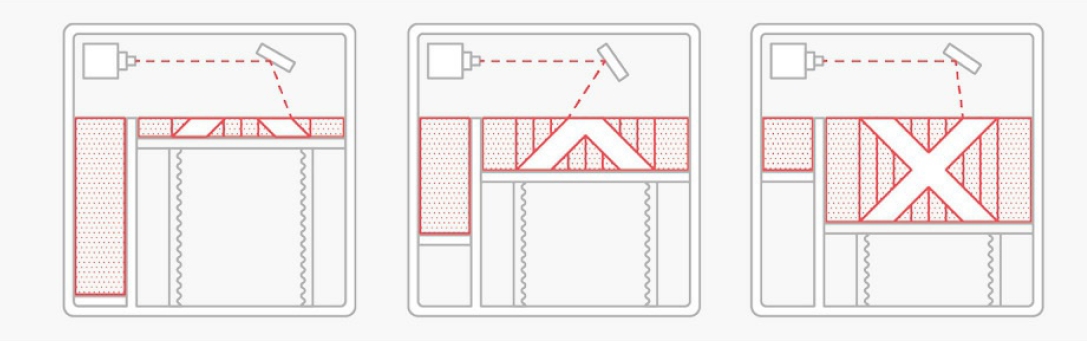
Princíp DMLS – Zdroj: The 3D printing Handbook, Redwood, Schöffer, Garret, 2017
Jedna z výziev pri tejto technológií je extrémny rozdiel teplôt, ktorý vzniká pri tavení medzi tavnou časťou a už schladnutou časťou výrobku. Vytvárajú sa tak vnútorné napätia, ktoré pokiaľ nebude teplo správne odvedené prostredníctvom podporných štruktúr alebo dielu, môže v extrémnom prípade diel vyhnúť a nenávratne poškodiť. Napätia je možné odstrániť tepelným spracovaním po dokončení tlače.
Dostupné materiály pre DMLS/SLM
Zoznam vybraných materiálov (prelinkovaných na technické linky):
• Nerezová oceľ 316L – univerzálna antikorózna oceľ (chirurgická oceľ).
• Zliatina hliníku AlSi10Mg – vyhľadávaný materiál pre jeho nízku hmotnosť a vysokú pevnosť.
• Titán Ti64 stupeň 23 – vysoká životnosť a únovová pevnosť tohto materiálu ho predurčuje na použitie pri namáhaných dieloch. Materiál je tiež vysoko chemicky odolný.
• Zliatina Inconel 718 – špeciálna zliatina určená pre extremné podmienky, kde materiál pri vysokej teplote vytvorí odolnú oxidačnú vrstvu.
• Nástrojová oceľ – oceľ s vysokou pevnosťou a možnosťou tepelného spracovania podobne ako u konvenčných ocelí.
Výhody a nevýhody
Výhody: Vysoká detailnosť a presnosť (štandardne od ±0,1 do ±0,5 mm), vysoká homogenita priamo z tlačiarne >99%.
Nevýhody: Vysoká cena, dlhšie časy výroby pre masívne diely, problém s odvodom tepla môže deformovať určitú geometriu, zdĺhavý post-processing – čistenie od prachu, otryskávanie, konvenčné opracovanie podľa potreby.
Využitie
Presné a detailné kovové diely s takmer homogénnymi vlasnosťami často využívaných kovových materiálov v konvenčnom strojárstve. Samozrejme, vzhľadom na náročnosť výroby, vysokú cenu zariadení a materiálov je v súčasnosti táto technológia vhodná takmer výhradne len pre prototypové diely alebo diely s vysokou pridanou hodnotou a náročnou geometriou pre konvenčné opracovanie.
V prípade aditívnych technológií vo všeobecnosti platí pravidlo, čím komplexnejšie diely, tým vhodnejšie pre tieto technológie. Je možné spájať viacero dielov do menších celkov, vytvárať geometrie, ktoré sú inými techológiami nevyrobiteľné, prípadne odľahčené diely (topologickou optimalizáciou alebo generatívnym dizajnom). Vtedy je tu vysoká pridaná hodnota a teda prínos prevýši vyššie náklady.
EBM (Electron Beam Melting)
Táto technológia funguje na veľmi podobnom technologickom aj fyzikálnom princípe ako vyššie popísaná DMLS/SLM. V porovnaní s DMLS/SLM namiesto lasera pôsobí elektrónový lúč, ktorý dokonca celoplošne ohrieva celú zonú extrémne rýchlou zmenou smeru lúča zaostrovacieho systému, schematicky znázornené na obrázku nižšie:
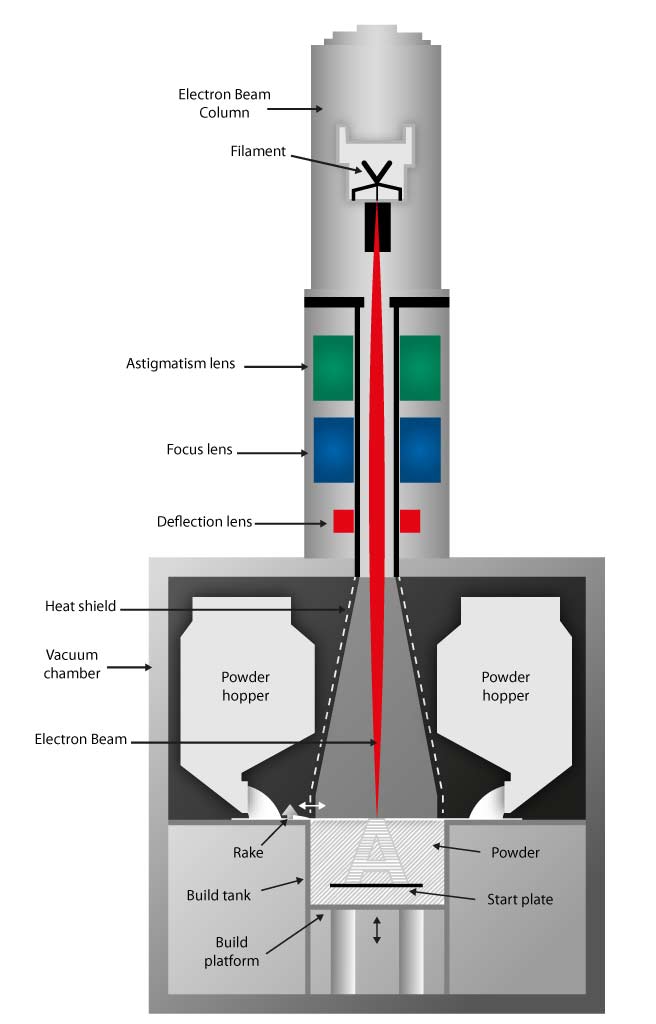
Vznikajú tu však vyššie teploty. Vzhľadm na techlogický princíp, sa tak dosahujú nižšie presnosti a hrubší povrch. Na druhú stranu sa využíva vyššia produktiva s mžnosťou tzv. „nestingu“, ukladania dielov voľne v tlačovom priestore aj v úrovni osi Z.

Dostupné materiály pre EBM
V súčasnosti sa úspešne v praxi presadil prevažne materiál titán Ti64, vzhľadom na samotný proces výroby ako aj využitie výrobkov.
Výhody a nevýhody
Výhody: Vysoká produktiva, výroba prakticky bez podporného materiálu – vyššia dizajnová sloboda, kratší čast post-processingu a teda aj nižšia cena.
Nevýhody: Nižšie presnosti v porovnaní s DMLS/SLM, hrubší povrch, obmedzený výber materiálov.
Využitie
Hlavné využitie v medicíne napr. výroba rôznych implantátov na mieru.
DED (Direct Energy Deposition)
DED je svojím spôsobom unikátna aditívna technología, kde dochádza k fúzia usmernených častíc laserovým alebo elektrónovým lúčom na princípe podobnému CNC zváraniu. Pre vysvetlenie môžeme použiť schému oboch prípadov znázornenú na obrázku nižšie.

Jedná sa prakticky o CNC stroj adaptovaný na špeciálnu hlavu, ktorá dokáže nanášať materiál o určitej hrúbke a šírke. Tento
DED sa využíva aj v tzv. hybridných strojoch, kde po ukončení aditívneho procesu sa v stroji automaticky vymení nástroj za subtraktívny. Teda hrubý a relatívne nepresný povrch sa následne na presno opracuje CNC frézovaním len na požadovaných plochách. S touto kombináciou sa nielen šetrí čas a náklady, ale je možné dosiahnuť konvenčnými technológiami inak nevyrobiteľné geometrie.

Dostupné materiály pre DED
Je možné použiť prakticky akýkoľvek zvariteľný materiál, prevažne sa však používa hliník, inconel, nerezová oceľ, titán a titánové zliatiny a pod.
Okrem toho táto technológia však môže pracovať aj s plastovými alebo keramickými materiálmi.
Výhody a nevýhody
Výhody: Relatívne rýchly spôsob výroby tenkostenných, rotačných polotovarov z rôznych materiálov.
Nevýhody: Veľmi hrubá štruktúra povrchu s vysokou drsnosťou a nepresnosťou. Pre presné časti je potrebné doopracovanie.
Využitie
DED sa využíva aj pre opravu poškodených dielov. Týmto „navarením“ sa doplní materiál do poškodenej časti a následne sa o opracuje na presno.
Časté využitie sú tvarové tenkostené, prevažne rotačné výrobky. Z dôvodu časovej aj finančnej náročnosti procesu, nie je výhodné vyrábať touto technológiou masívne diely.
Najčastejšie sa vyrábajú atypické turbíny alebo aj telá modelov pre družice.
BJ (Binder Jetting)
Binder Jetting môže pracovať s rôznymi typmi vstupných materiálov. Okrem kovových sa používa aj na výrobu plastových a keramických dielov. V tomto článku sa však zameriame len na kovové materiály. Technologický princíp však zostáva rovnaký a ten je znázornený na schéme nižšie. Vstupný materiál je vo forme prášku.

Princíp BJ – Zdroj: The 3D printing Handbook, Redwood, Schöffer, Garret, 2017
Kovový prášok je umiestnený v nádobe – hlavnom zásobníku. Tlačová hlava však namiesto spekania (ako je pri technológií DMLS/SLM) nanáša pojivo, teda látku, ktorá tzv. „zlepí“ voľné pracové častice v požadovanom priereze jednej vrstvy. Po naskenovaní prierezu jednej vrstvy, prestane hlave nanášať pojivo a hlavný zásobník klesne o výšku jednej vrstvy, ktorá je štandardne 0,1 mm. Potom je doplený do tejto výšky nový prášok z druhého plniaceho zásobníka a rovnomerne nanesený a zhutnený na potrebnú hustotu. Potom sa celý proces opakuje až do vytlačenia dielu(ov) do požadovanej výšky.

Dostupné materiály pre DED
Zoznam vybraných materiálov (prelinkovaných na technické linky):
• Nerezová oceľ 316L – univerzálna antikorózna oceľ (chirurgická oceľ).
• Nerezová oceľ 420 + 40% bronz pre infiltráciu pri spekaní – pre dosiahnutie nižšej pórovitosti/vyššej hustoty
Výhody a nevýhody
Výhody: Vysoká produktivita bez nutnosti podporného materiálu.
Nevýhody: Nižšia presnosť (±5%) a kvalita povrchu (drsnosť povrchu po tlači 15 µm Ra). Vysoká pórovitosť a znížena hustota, znížené mechanické vlastnosti.
Využitie
Kovové diely, kde sa nevyžadujú vysoké mechanické nároky ani presnosť a kvalita povrchu. Diely po leštení je však možné vyleštiť do jemného povrchu. S pokovením sa dá dosiahnuť rôznych povrchov:

Technológia strateného vosku
Kovové materiály vyrobené nepriamou metódou strateného vosku, kde sa v prvom kroku 3D tlačou (technológiou SLA/DLP) vytlačí veľmi jemný, presný a detailný voskový model. V druhom kroku sa vyrobí okolo voskového modelu forma (zaliatím do špeciálneho materiálu).
Následne sa v peci vypáli voskový model a zostane len presná dutina, ktorá je pripravená na odlievanie kovu.
Celý proces je schematicky znázornený v postupnosti na obrázku nižšie:
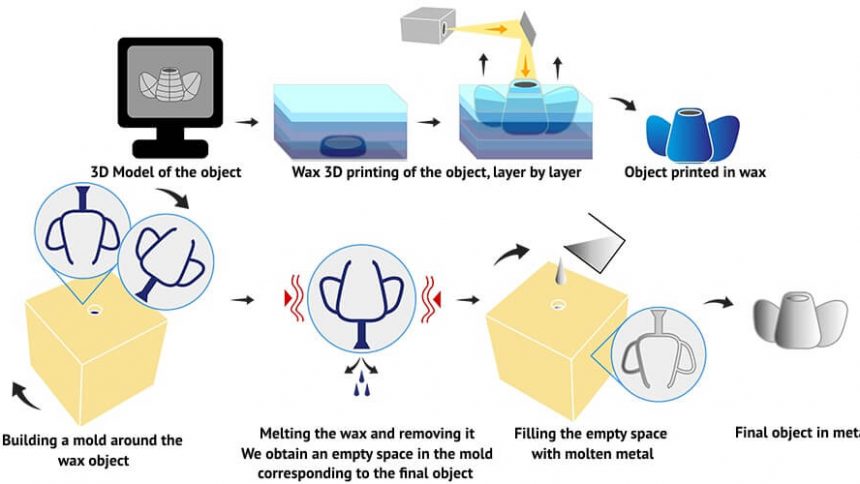
Proces metódy strateného vosku, zdroj Sculpteo.com

Dostupné materiály pre technológiu strateného vosku
Zoznam vybraných materiálov (prelinkovaných na technické linky):
Výhody a nevýhody
Výhody: Detailný povrch, možnosť rôznych povrchových úprav vrátane leštenia.
Nevýhody: Slabé mechanické vlastnosti. Prevažne vhodné na prezentačné diely, šperky a pod.

Využitie
v praxi sa vzhľadom na vyššie uvedené výhody a nevýhody využíva táto technológia prevažne na diely menších rozmerov s komplexnou geometriou, ktoré nie sú (výrazne) mechanicky zaťažované. Sú to teda rôzne dekoračné predmety, často využívane v šperkárstve, prípadne modelárstve.
BPE (Bound Powder Extrusion)
Jedná o viackrokový proces výroby, ktorá začína výrobou veľmi podobnou štandarnej FDM technológií (tavenia plastovej struny), kde sa zo vstupného materiálu, tzv. feedstoku (zlisovaný polotovar tyčoviny), ktorý je tvorený kovovými časticami a pojivom, pretláča cez trysku a ukladá do požadovaného prierezu. Po ukončení jednej vrstvy sa tlačiareň posunie o výšku vrstvy v smere osi Z a celý proces pokračuje až pokým je diel dokončený.
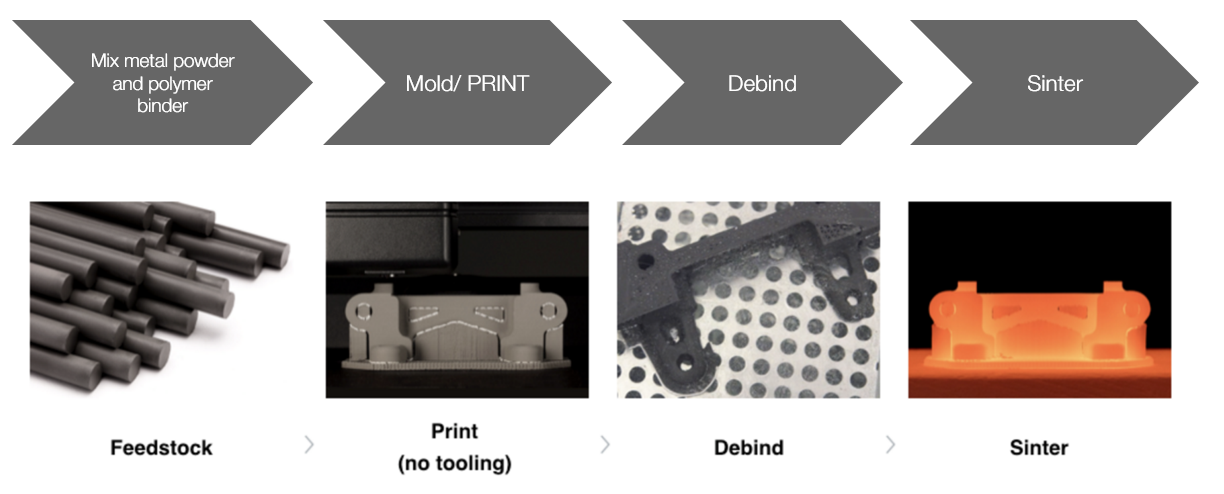
Takto sa vytlačí tzv. zelený diel (green part), terminológiou známy aj z technológie MIM (metal injection molding), ktorý je krehký, nakoľko kovové častice sú v matrici pojiva len voľne uložené, zatiaľ nedošlo k ich väzbe.
Preto proces pokračuje tzv. debindingom, alebo teda procesom, kde sa z dielu objemovo odstráni pojivo. To slúžilo len na vyrobenie zeleného dielu. To sa realizuje v špecializovaných debingových práčkach a čas závisí hlavne o objemu a hrúbky stien, aby sa odstránila prevažná miera pojiva.
Takto očistený diel má nízku hustotu a vysokú pórovitosť, nakoľko pojivo tvorí obvykle až okolo 20% z objemu celého dielu. Diel následne putuje do posledného technologického kroku a to spekanie, tzv. sintering, kde sa pri teplotách blízkych teplote tavenia spoja kovové častice aj molekulárnou väzbou.
Nakoľko sa však dochádzka k vysokej rozmerovej zmene rovnej objemu oplavného pojiva, môže byť vo výsledku znížená presnosť finálneho dielu, keďže počas procesu spekania môže dôjsť k rozdielnej miere zmrštenia a k prepadnutiam v niektorých oblastiach.
Výhodou však je, že technológia od firmy Desktop Metal umožňuje spekať diely spoločne s podporným materiálom. Ten sa odstráni až po vychladnutí dielu a jeho odstránenie je možné práve však naneseniu špeciálnej separačnej medzivrstvy.
Na fotografiách nižšie sú vyznačené detailnejšie vybrané časti procesu výroby:
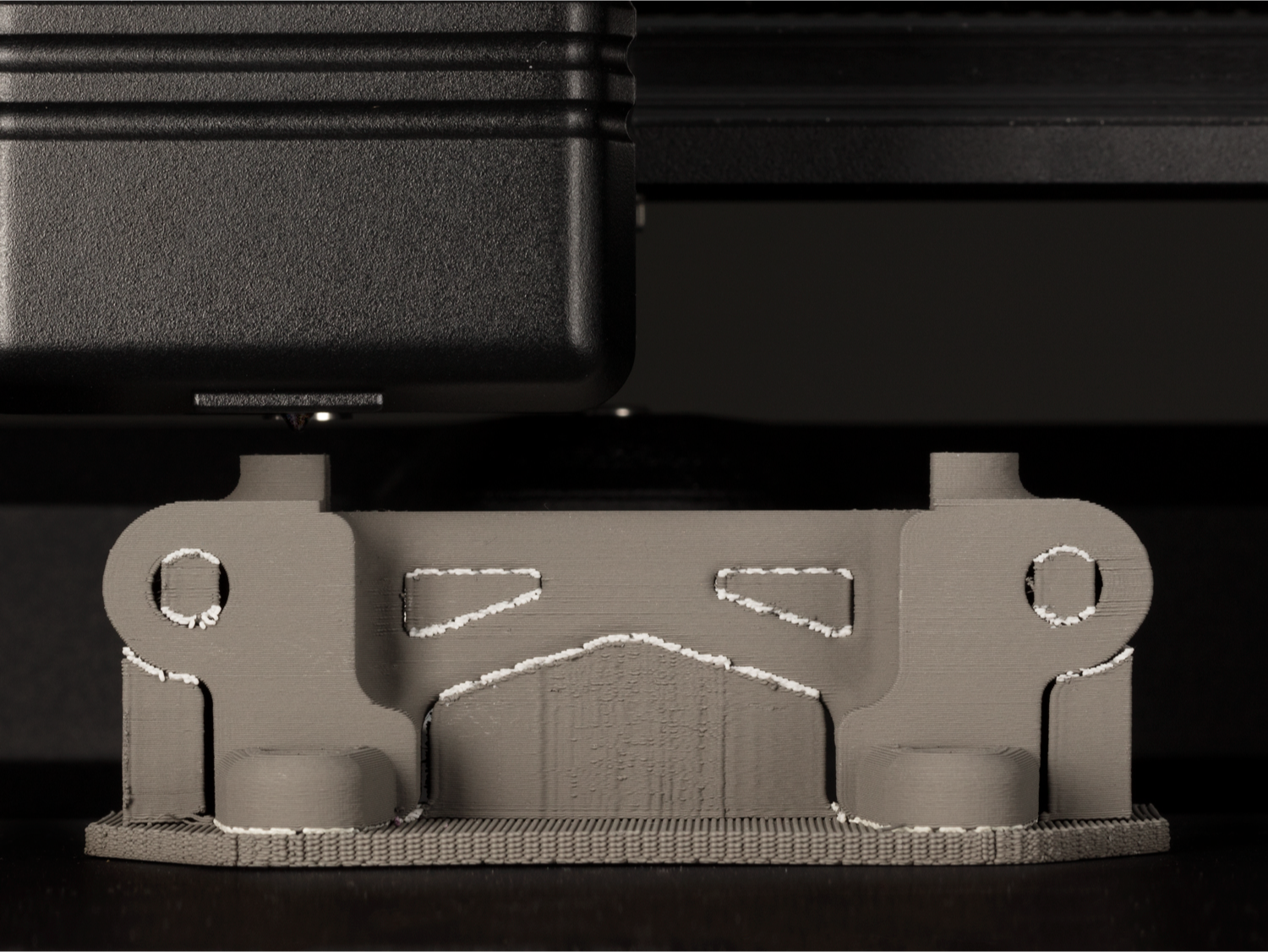
Zelený diel v procese tlače, zdroj: Desktop Metal
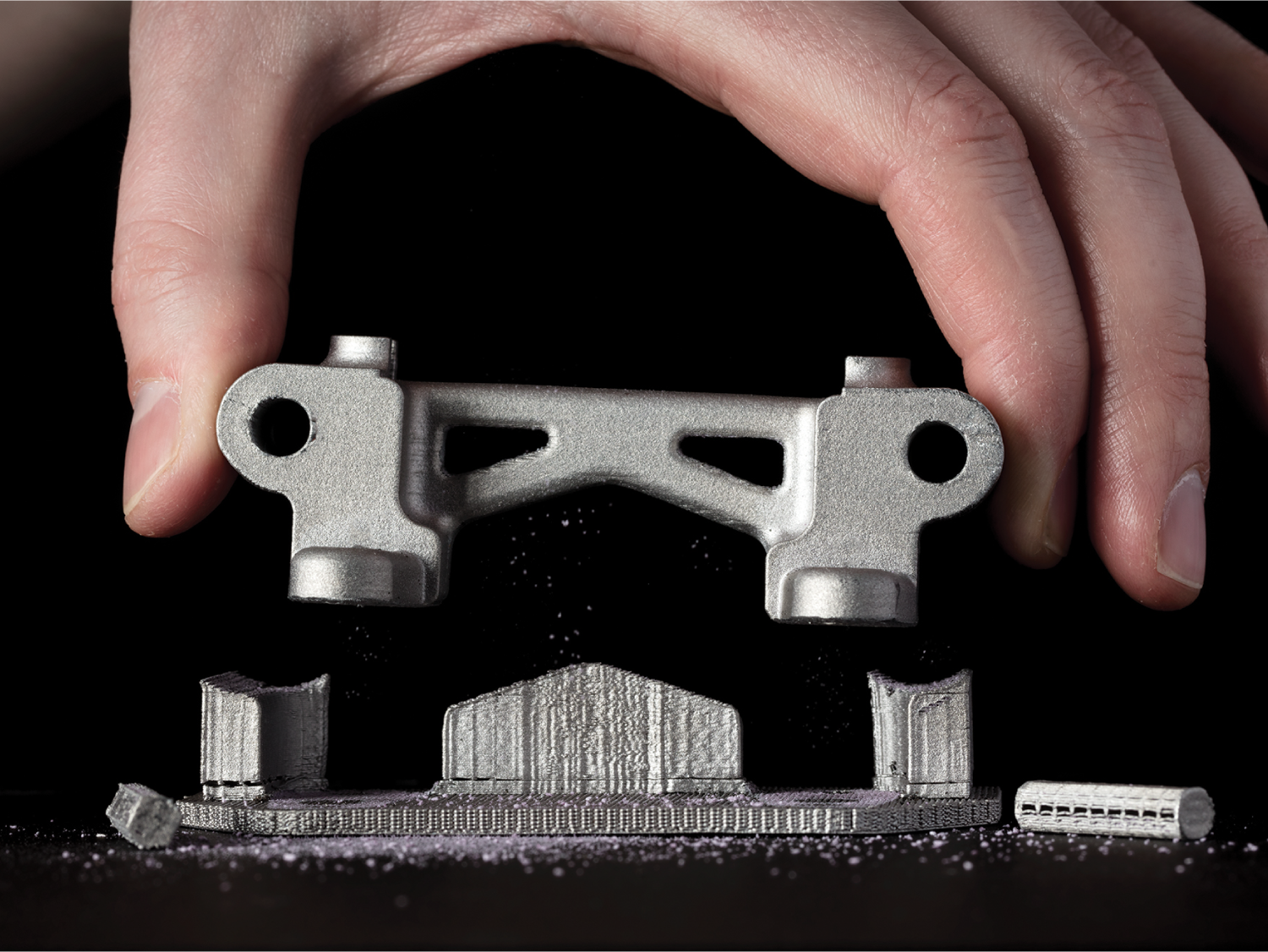
Jednoduché odstránenie dielu od podpornej štruktúry, zdroj: Desktop Metal
Dostupné materiály pre BPE
Zoznam vybraných materiálov (prelinkovaných na technické linky v anglickom jazyku):
• Nerezová oceľ 17-4 PH
• Nerezová oceľ 316L
• Nástrojová oceľ H13
• Nástrojová oceľ 4140
Výhody a nevýhody
Výhody: Relatívne nízke náklady, bezpečnosť procesu výroby (pri manupulácií s materiálom sa neuvoľňujú častice kovového prášku), rýchlosť a jednoduchosť výroby.
Nevýhody: Pórovitosť cca na úrovni 6-8% (v závislosti od použitého stroja, procesu a materiálu) znižuje mechanické vlastnosti a hustotu dielov, nižšie presnosti a kvalita povrchu.
Využitie
Technické výrobky, kde sa nevyžaduje vysoká presnosť ani kvalita povrchu. Napr. rôzne prípravky, prototypy, funkčné diely v nízkych množstvách. Diely je možné doopracovať konvenčne na požadované presnosti.
Záver a zhodnotenie
Ako ste mali možnosť sami zhodnotiť, v súčasnosti existuje viacero spôsobov výroby kovových dielov 3D tlačou (aditívnymi technológiami). Každý z nich pracuje s inými materiálmi a hlavne produkuje rozdielny výsledok z hľadiska estitiky, presnosti a mechanických vlastností.
Preto je vhodné mať prehľad o dostupných možnostiach na trhu, aby ste sa v prípade potreby vedeli správne rozhodnúť, ktorú technológiu alebo materiál použite.
Ak potrebujete bližšie zodpovedať niektoré otázky ohľadom technológií, materiálov alebo máte požiadavku na výrobu oslovte nášho špecialistu pre 3D tlač a dohodnite si termín úvodnej konzultácie v dotazníku nižšie.
Ak si nie ste istí, či práve Vám môžeme pomôcť, neváhajte nás kontaktovať a radi Vám bezplatne poradíme.
Prečítajte si aj ďalšie novinky
Najnovšie zo sveta 3D tlače
Overenie vyrobiteľnosti
Posúdenie vyrobiteľnosti a vypracovanie ponuky začína zaslaním 3D modelu vo formáte STEP, STP, STL, OBJ alebo 3MF. Ak nemáte vlastný 3D model, vieme Vám pomôcť s vytvorením 3D modelu podľa Vašich špecifikácií zaslaním fotografie, výkresu alebo náčrtu.
Zaujalo Vás naša ponuka? Kontaktujte nás.
Dopyty prosíme zadávajte priamo cez formulár nezáväzného dopytu.
Budeme lepšie vedieť pripraviť ponuku pre Vás na základe konkrétnych požiadaviek.